Air Force photograph by John McClure
Air Force photograph by John McClureAFRL Materials and Manufacturing Directorate engineer Brian Shivers helps develop and test a new visual inspection procedure to determine the difference between acceptable chafing into cold spray-applied protective coating and wear into underlying B-1 hydraulic tubing. AFRL helped develop, test, and validate the cold spray coating process for the life extension of B-1 aircraft hydraulic lines.
The AFRL Materials and Manufacturing Directorate recently completed an extensive effort to help certify a maintenance process that could extend the life of aircraft hydraulic system components.
Through participation in a rapid innovation fund team led by the Air Force Life Cycle Management Center, AFRL researchers successfully helped develop, test, and validate the cold spray coating process for the life extension of aircraft hydraulic lines. Cold spray is a technique by which metal particles are accelerated onto a surface through high-pressure application. The force of the impact bonds the metal to the surface without the need for temperatures as high as those typically associated with other deposition processes. This process was identified as a potential solution for replacement B-1 aircraft hydraulic lines, which are prone to chafing damage.
B-1 hydraulic lines are made of titanium, a strong, lightweight metal that can be bent and routed around tight spaces without collapsing upon itself. These qualities make it ideal for aircraft hydraulic systems. However, titanium does have drawbacks. It is very a surface-sensitive material, meaning that any nick or scratch can be detrimental to its overall material properties. Because of the proximity of the B-1 hydraulic lines to landing gear components, chafing is a common occurrence, necessitating frequent inspection and replacement of hydraulic lines. This procedure is a costly and time-consuming endeavor.
To alleviate this problem, the rapid innovation fund team began investigating the use of the cold spray process to apply a protective titanium layer to chafe-prone tubing areas. The thought behind this effort was that the sacrificial titanium layer could endure considerable wear while preventing harm to the material beneath.
Certifying the process for implementation on the aircraft hydraulic tubes was a complex and multi-faceted effort on the part of AFRL researchers and project partners.
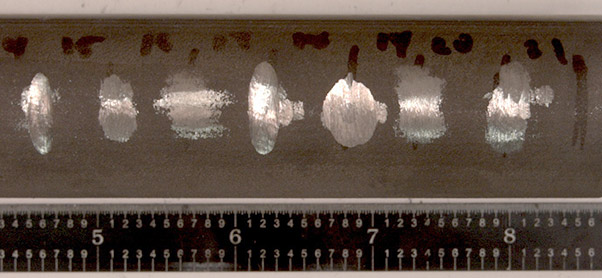 Air Force photograph by John McClure
Air Force photograph by John McClureLaboratory-produced examples of chafing into a titanium tube, one of many tests conducted by AFRL researchers to replicate wear through cold-spray applied coating into tubing material beneath. AFRL helped develop, test, and validate the cold spray coating process for the life extension of B-1 aircraft hydraulic lines.
According to Dr. Jeff Calcaterra, Structural Materials Evaluation Team Lead, the process included identifying shortfalls in the technology, developing process controls, establishing test plans and acceptance criteria, performing material analysis, and developing inspection techniques. The final step was approval by a change evaluation team. It was a daunting task and one that required a thoughtful approach.
“We knew we had to do this the right way, with safety first in mind,” Calcaterra said. We had to make sure the use of this system met our acceptable risk levels and didn’t cause any unintended problems.”
The AFRL team began by working with AFLCMC to develop a test plan that would meet all the necessary requirements for the B-1 aircraft. They also worked closely with aircraft maintainers and organizations who currently use the cold spray process for other applications. Because of the platform-specific conditions under which this process would be used, special factors needed to be considered. In many instances, the team needed to start from square one to collect and process new data, perform necessary calculations, and develop new procedures. At one point the team devised a new test procedure to ensure sufficient cold spray adhesion on the rounded surface of a tube versus the flat panels on which cold spray had been typically used.
The team also had to take into consideration material integrity issues that can arise when using the cold spray process on titanium tubes.
“Titanium is very sensitive to temperature changes in the range in which cold spray is applied,” said Calcaterra. “Applying high heat to titanium tubes in an oxygen-rich environment causes a brittle crust—called alpha case—to form on the outside.” He explained that applying a protective coating to the titanium tubes would require a process that wouldn’t destroy their inherent material integrity.
“We developed a process in which we use helium as a carrier gas,” Calcaterra said. “The helium displaces oxygen, so the brittle layer doesn’t have a chance to form on the tube.”
Throughout their investigation, the AFRL team kept a keen focus on maintainability. Since both the cold spray-applied protective coating and the underlying tubing materials are both titanium, it was very important to determine that field inspectors could discern between the protective layer and the tubing beneath. To test this, the AFRL team developed visual test procedures and asked maintainers to inspect worn areas to ensure that they could determine the difference between the protective coating and the underlying titanium of the tube itself.
“It’s a slight difference, but there are different levels of reflectivity,” Calcaterra said. “We wanted to make sure the inspectors could determine this.” He added that the AFRL team developed an ultrasonic thickness inspection to serve as a backup inspection method once a potential problem area is identified.
After several years of painstaking research, collaboration, analysis, development, testing, validation, and verification, AFRL presented their data to the change evaluation team, where the process was certified for use on all Ti-3-2.5 systems of 3/8-inch diameter and above and operating at 4000 pounds per square inch and below. This includes the majority of the B-1 aircraft hydraulic system and systems in a number of other aircraft as well, should the use of this process be deemed necessary.
Calcaterra says the use of the cold spray coating process will begin soon on all B-1 aircraft as a preventive measure that holds great promise in extending the serviceability of the aircraft’s hydraulic tubes.
“By using this process, maintainers can now allow a degree of wear to occur,” he said. “Now if we see damage due to chafing, as long as it does not affect base material, we can tolerate that damage, which can save significant time and money for the Air Force.”
For Calcaterra, this painstaking effort exemplifies the critical role AFRL plays in the development, advancement, and safety of Air Force assets. “We’re here to ensure it gets done right.”