The Arnold Engineering Development Complex 16-foot transonic wind tunnel, or 16T, at the Propulsion Wind Tunnel facility at Arnold Air Force Base, Tenn., is expanding its test envelope by achieving conditions previously not reached in the facility, and as a result, will be able to support more test customers.
This expansion, known as notch operations and meant to fill in a portion of the gap from 0.3 to 0.6 Mach, was achieved in April of this year by modifying the total pressure capability of 16T.
The overall notch region represents a flight envelope expansion of 10 percent of the current test envelope. The test team was able to explore and achieve 60-70 percent of that region, as the particular focus of this test was running the wind tunnel with M2 and M3 motors at variable revolutions per minute, speeds at ranges from 350 to 600 or sub synchronous mode.
Expanding the envelope of 16T is part of the Improve Transonic Plant Capability Test Investment Planning and Programming project, or IMTPC, which is being headed by Capital Investments Project Manager Artious Walker. The IMTPC project is providing an opportunity to modernize 16T by funding the expertise needed for development efforts.
“With the new contract structure at Arnold AFB, having a Technical and Management Advisory Services (TMAS) allows IMTPC and similar projects the ability to find the skillsets required for such development projects,” Walker said. “The goals of IMTPC are to increase sustainability through reliability, availability and maintainability; reduce test cost through efficiency improvements; restore lost envelope to support immediate transonic testing needs and provide capability expansion in support of next generation aero-vehicles.”
Walker explained that in the early 2000s the M2 and M3 motors for the Propulsion Wind Tunnel facility, or PWT, were upgraded giving Arnold AFB the potential to explore the notch region, but at that time, no test teams had attempted to perform notch runs in 16T due to anticipated risks and lack of the ability to dedicate the personnel. But he later gained TMAS support for this effort, mentioning specifically help from Mike Mills, Douglas Miller and Shelby Moorman.
“There was a belief that running in the notch region would cause issues or damage to the C1 compressor, wind tunnel and possibly the test object because of the anticipated vibrations,” he said. “However, we’ve been able to work out any problems.”
The test teams mitigated the risks by adding additional instrumentation to monitor aerodynamic flow impacts while exploring the unused region.
According to Walker, this took funding as well as careful planning and implementation of the instrumentation to the C1 compressor because they did not want to jeopardize the compressor or put the 16T test schedule at risk.
“During planning, the test team developed a strategic plan if excessive vibrations, pressures or strains were discovered while running in the notch region, and in doing so, we are now able to provide even more test options to our current and future test customers at 16T,” Walker said.
AEDC PWT engineer Mike Mills, led the test team, which included plant operations engineer, John Wright, and several others. The group monitored control room parameters as the test progressed from one tunnel set condition to the next.
Mills reported that the notch run took place successfully with no major problems.
“No limiting stresses or vibrations occurred during notch operations and post-run inspection indicated no damage,” he said.
Mills added that any remaining notch area may be filled by operating in synchronous mode, which is less than 0.6 Mach and 600 rotations per minute, but further validation will be needed.
 AEDC image
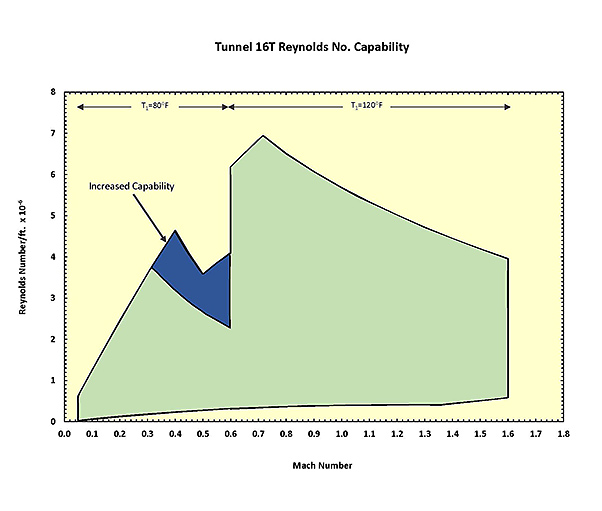
AEDC imageThe above is a chart of the AEDC 16-foot transonic wind tunnel (16T) Reynolds Number capability. The Propulsion Wind Tunnel 16T Reynolds Number capability has been expanded after the 16T notch testing conducted in April 2017. The area of increased 16T capability is highlighted in blue.
With the success achieved so far, Walker said he looks forward to the test team analyzing the data and determining future plans to clear the remaining region of the notch area.
“I would like to see us being able to perform runs in the notch region more efficiently and in doing this we will be able to provide more cost savings to our test customers,” he said.